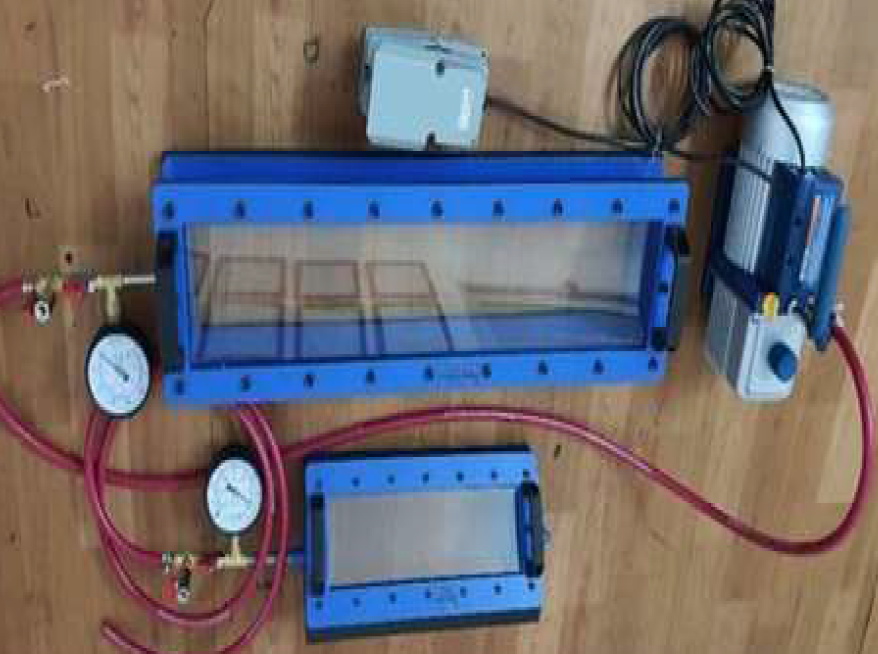
Vacuum box testing is a non-destructive examination used when trying to locate weld seam leaks. A vacuum
box and a compressor create a high or low pressure vacuum while a detergent solution is applied to the test
area. The detergent bubbles, making leaks visible within the created pressure envelope.
Applications
- Lap welds, butt welds, and shell to annular welds
- Piping systems and pressure vessels
- Tank bottoms
- ERW seamed pipe in pipelines
- Objects on which a pressure differential can be created across the area to be examined
Advantages
- Provides an immediate indication visual of the location of any leaks present
- Can detect small leaks within a given area
Personnel Qualifications
Our inspectors are highly qualified, holding VT and/or LT certification (Level 2) in accordance with the SNT TC 1A certification scheme. This qualification process ensures that our personnel possess the necessary knowledge, skills, and expertise to perform this testing method.
Products
Equipped with following equipment:
- FLAT BOTTOM VACUUM BOX BUBBLE LEAK TESTING
- Flat Bottom box for testing butt welds on flat surfaces
- Operates using compressed air
- Dimensions: 23.00″ x 8.00″ x 6″
- INSIDE CORNER VACUUM BOX BUBBLE LEAK TESTING
- Corner vacuum boxes are specifically designed for testing the inside corner, where the bottom meets the sidewall at 90 degrees.
- Operates using compressed air.
- Dimensions : 20″L x 5 1/4″W x 5 1/4″